
In our first installment on Overall Equipment Effectiveness (OEE), we looked at how you calculate the availability metric (Availability = Operating Time / Planned Production Time) using data from your CMMS system.
In this installment, we’ll take a look at the next component of OEE: Performance, which is calculated as:
Performance = (Operating Time/ Total Pieces)/ Ideal Cycle Time
Ideal Cycle Time, sometimes referred to as Nameplate Capacity, Theoretical Cycle Time, or Design Cycle Time, is basically just a measure of what a given piece of equipment should be capable of producing under ideal circumstances within a given timeframe.
In manufacturing settings, this is usually measured by throughput—how many parts/pieces a machine produces. In other industries, such as construction, this can be somewhat more difficult to measure, but virtually any measure of output/productivity is workable.
In ManagerPlus’s maintenance management software , throughput (or cycle counts, in our example) can be easily set up as a log value, which can then be set to trigger a work order automatically if output falls outside of the acceptable range.
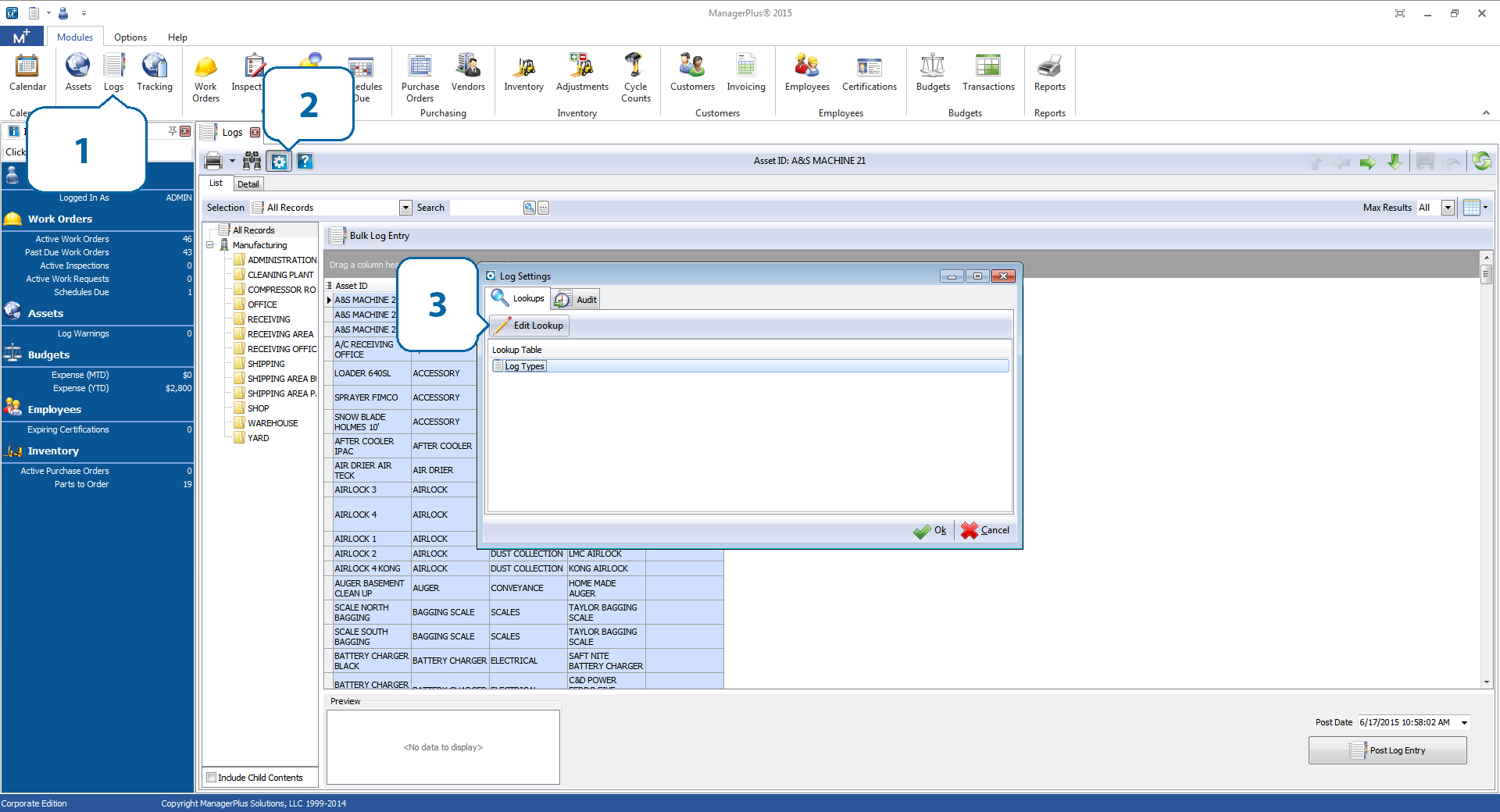
First, open ManagerPlus and click on the “Logs” module (1). Within the Logs module, click on the gear icon (2) in the upper left hand corner of the tab, select “Log Types” and click “Edit Lookup” (3) in the Log Settings window.
Next, click the green “+” icon at the top of the Log Types Lookup window and select “New Log Type.” On the Detail tab, name the new Log Type (we’ve named ours Cycle Count), select “Metered” under Options, and select “Allow Meter Reset” under Meter Options. The thinking here is that most manufacturing equipment includes some form of built-in metering technology that counts parts/products automatically as they’re produced. The “Allow Meter Reset” option simply allows us to start the meter over for a fresh cycle count.

Now we can associate this new log type to specific asset categories. In the Assets module, click the gear icon (1) to pull up the Asset Settings window. Click the Lookups tab (2) and choose the asset category, type, manufacturer, etc., that you’d like to associate with the new Cycle Count log type.

In our example, we will associate the new log with the “PRODUCTION” Asset Category. To add the Cycle Count log type, we click the “Add Log Type” (1) button with the green plus, select “Cycle Count” and then click “Ok.” Next, we select the “Log Entry” (2) option so that we can manually enter these values.

We can now enter logs for Cycle Count to any asset that falls under the category “PRODUCTION.” We can also go back and make Cycle Count available for other Asset categories, types, etc., if necessary.
Tracking this log type will make it much easier to calculate the performance portion of the OEE equation. Ideal Cycle Time data can either be established manually by tracking Cycle Counts over time, or obtained through the equipment manufacturer.
With this information in hand, it will be much easier to assess the efficacy of your maintenance program directly in terms of productivity, adding another dimension to basic measures of uptime.
The “Log Change Summary” report provides an easy way to track these values and adjust your maintenance schedules accordingly.
Now it’s your turn, go give the performance metric a whirl and let us know what you find in the comments. And be sure to check back for our final installment of our OEE series, coming soon!